1. 엔드밀의 기본 날장은?
시장에서 유통되고 있는 대부분의 엔드밀은 MCT, 범용밀링 등 장비에 맞춰 날장, 전장이 구성되어 있다. 이에 4 날 스퀘어 기준으로 대부분의 국내 메이커가 인선 기준으로 날장이 약 2.5XD로 기본적으로 설정이 되어 있다. 전장은 날장에 따라 구성이 되는데 날장이 길어지면 길어질수록 전장도 길어지게 된다.
예를 들어, 4 날 스퀘어
6파이는 난쟁이 2.5 X 6 = 15mm.
8파이는 날장이 2.5 X 8 = 20mm.
10파이는 날장이 2.5 X 10 = 25 mm
12파이는 날장이 2.5 X 12 = 30mm
2. 복합선반에서 엔드밀 활용.
1) 복합선반에서는 공구 사용의 수가 제한적일 수 있기 때문에 최대한 활용한다.
복합선반은 말 그대로 복합적으로 가공이 가능한 장비이다. 밀링, 선반, 전면, 배면 등 다양하게 가공을 효율적으로 진행할 수 있으나, MCT처럼 가공 공간이 넓지 않고, 사용될 수 있는 공구의 수도 제한이 있다. 이에, 엔드밀 가공에서 황삭, 중삭, 정삭을 나눠 가공 시 황삭은 주로 라핑 엔드밀을 사용하고, 정삭은 4 날 스퀘어 엔드밀을 사용하지만, 복합선반은 공구의 수가 제한이 있다 보니 라핑 엔드밀을 활용하는 것보다는 4날 스퀘어로 황삭, 중삭, 정삭을 다 하는 경우도 있다.
2) 복합선반은 정밀 가공은 가능하나, MCT 대비 힘(출력)이 세지 않다.
복합선반은 정밀 가공은 가능하지만, 힘(출력)이 세지 않는다. 이에 저 절입에 고이송으로 가공을 진행하고 있으며, 엔드밀 같은 경우 절삭력이 좋은 엔드밀을 선호하는 편이다. 그 이유는 절삭력이 좋으면 부하를 최소한으로 줄일 수 있고, 한 번에 가공을 할 수 있기 때문이다. 또한, 복합선반에서는 쾌삭강도 가공 비중이 많지만, 스테인리스(SUS)나 황동 같은 소재도 가공이 되기 때문에 와이지원 제품 중 SUS-CUT이 시장에서 활용되고 있다. 앞서 언급한 것처럼 복합선반은 가공 공간이 넓지 않기 때문에 엔드밀의 날장, 전장이 길 경우 소재 또는 공구 간에 간섭이 발생하여 부정적인 가공을 진행할 수 있다. 이에, 엔드밀의 날장, 전장은 짧은 것이 선호가 될 수 있다.
3. SUS-CUT 4날 45도 헬릭스 스퀘어(GMI41 시리즈).
1) 제원.

위의 제원표를 보게 되면, 비고란에 복합선반 활용이라고 기재를 해놨다. 해당 제원은 복합선반 업체를 방문하여 필요 제원을 취합한 제원으로 보면 될 것 같다. 날장과 전장이 짧을수록 복합선반 업체에서 선호되기 때문에 5, 6, 8, 10, 12파이의 날장은 1XD로 구성이 되어 있으며, 재연마를 활용하는 업체들을 위해 날장은 조금 긴 제품도 추가 구성되어 있다. 복합선반에서는 최대 채결할 수 있는 생크가 12파이로 12파이까지는 다양한 제원이 구성되어 있다.
SUS-CUT 4날 스퀘어(EMD82 시리즈)는 기본적으로 날이 샤프하며, 4날 45도 헬릭스 스퀘어(GMI41 시리즈)는 헬릭스 각도를 45도로 하여 절삭력을 극대화했다.
2) 절삭조건.

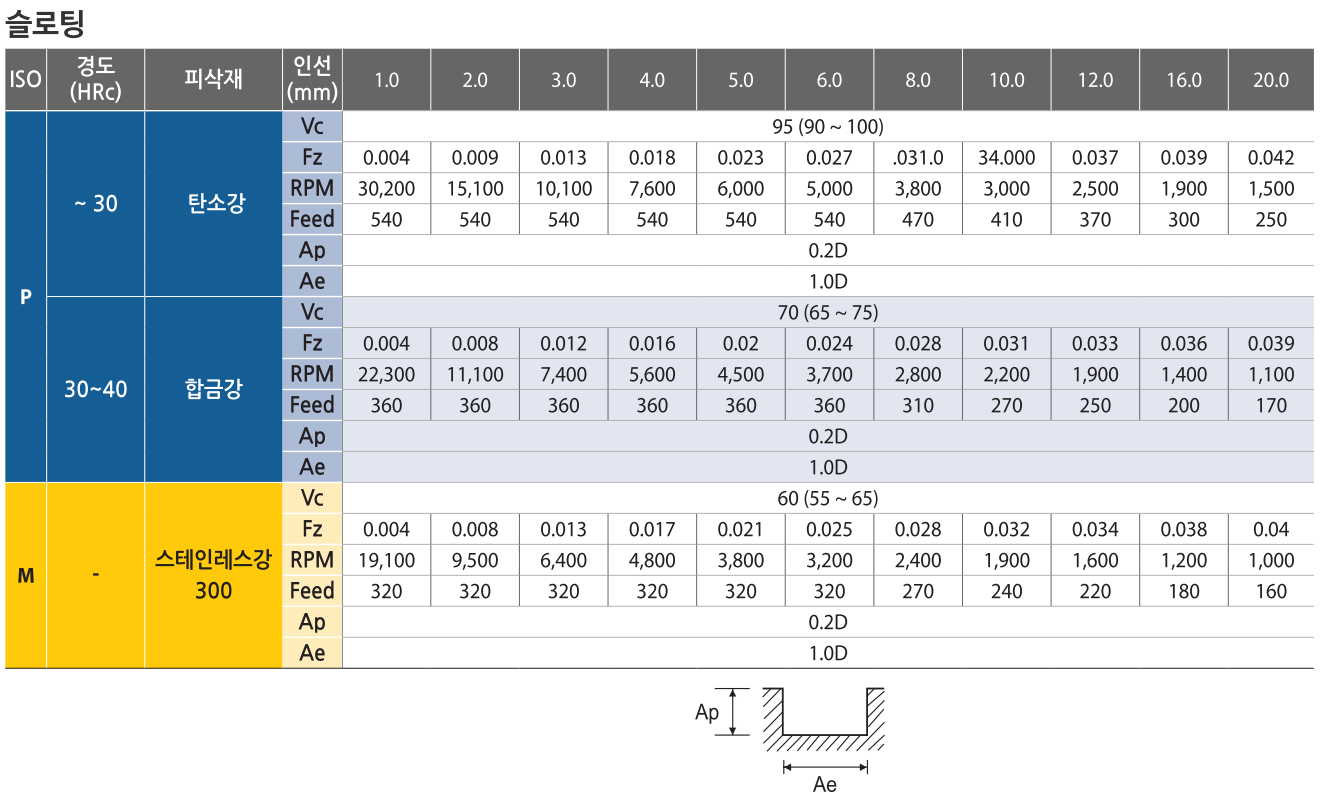
* 상기 데이터는 최대의 추천 깊이 값으로 마무리 가공 시 반경 너비가 DX1의 2% 혹은 그 이하일 경우 보통 피드를 줄이거나 스핀들 속도를 높여 가공해야 합니다.
* 상기 조건보다 단단한 피삭재를 가공할 경우 속도와 피드를 줄여서 사용하는 것을 권장합니다.
* 상기 추천 절삭 조건은 최적의 상황에서의 데이터로서 장비 상태와 가공 환경에 따라 각 항목을 조절하여 사용하는 것을 권장합니다.
4. 마무리
SUS-CUT 4날 45도 헬릭스는 복합선반 업체의 요구사항에 따라 구성된 제품으로 복합선반을 가공하고 있다면 사용해 볼 것을 추천한다. 또한, 주로 '복합선반 활용'이며, MCT에서도 활용이 될 수 있다.
'엔드밀' 카테고리의 다른 글
| 고속, 고경도용 엔드밀 EFORCE ( 이포스, 와이지원, YG-1 ) (0) | 2023.04.03 |
|---|---|
| 케나메탈 KOR5( KING OF ROUGHING ) 엔드밀. [황삭 가공] (0) | 2023.03.27 |
| 탱크파워 파인피치 라핑엔드밀(Tank Power, 와이지원, YG-1) (0) | 2023.03.15 |
| 엔드밀의 선정 및 사용 포인트 (0) | 2023.02.27 |
| ALU-CUT 3 날 웨이브 컷 (와이지원, YG-1) (0) | 2022.12.23 |